



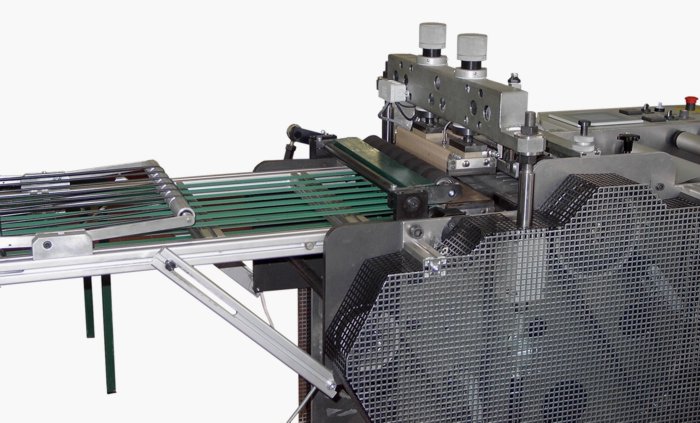
Welding machine SAS 300
TECHNICAL DATA1
| Maximum number of welds | 10 min-1 |
| Maximum width of feed foil | 300 mm |
| Machine dimensions (l x w x h) | 3200 x 850 x 1250 mm |
| Machine weight | 700 kg |
| Pressure air | 0,6 MPa |
| Maximum air consumption at 0.6 MPa | 40 l.hod-1 |
| Electrical voltage | 3 x 400/230 V, 50 Hz |
| Power input | 4 kVA |
USE
The welding machine is used for the production of polyethylene bags with a maximum width of 300 mm. The minimum length of bags is 100 mm and the maximum length is 600 mm.
FUNCTION
The foil hose intended for the production of bags passes through the pair of take-up rollers to a compensating container from which it is fed by means of feed rollers to the welding and cutting device. The finished bags are stacked on a collection table by means of a discharging conveyor. The compensating container has a swinging arm with a set of rollers. By changing the position of the arm, the foil stopping during the welding cycle is compensated. At the same time, the arm works as a dancer controlling the drive unit of take-up rollers and thus adapts the unwinding speed to the selected period of the welding cycle. The foil movement by the required length is ensured by a positional and speed servodrive. The exchangeable welding strips are heated by means of resistance heating elements and their temperature is regulated by precise regulators located in the switchboard. The strips and cutting device feed to working position is secured by means of an asynchronous electric motor. The working cycle of the machine is controlled by means of the computer equipped with a touch screen for entering required parameters and displaying the current process data. The equipment can work in both manual and automatic modes.
ADVANTAGES
The computer control of the welding process and use of frequency converters and a servoamplifier for controlling the drive units facilitates the production of bags in a wide range of dimensions. The servodrive ensures high precision of the length of bags. Using the asynchronous motors and their control by frequency converters prolongs the useful life of the machine as compared to the traditional mechanical gear drive. The setting of required parameters using the master computers makes work more effective and reduces the idle periods when changing the line of products.
1 ) Changes in technical parameters reserved.
SEKON plast s.r.o., tř. T. Bati 299, 763 02 Zlín, Czech Republic, Home Page, sekon@sekon.cz