



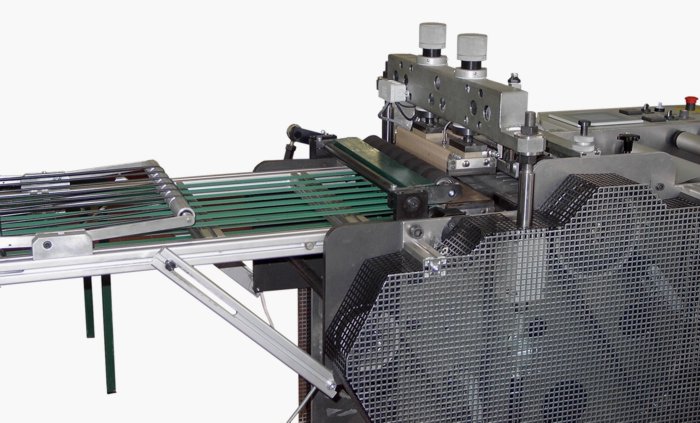
Сварочная машина SAS 300
ТЕХНИЧЕСКИЕ ДАННЫЕ1
| Максимальное количество сварных швов | 100 мин -1 |
| Максимальная ширина входной пленки | 300 мм |
| Размеры машины (д x ш x в) | 3200 x 850 x 1250 мм |
| Масса машины | 700 кг |
| Напорный воздух | 0,6 МПа |
| Макс. расход воздуха при 0,6 МПа | 40 л.час -1 |
| Электрическое напряжение | 3 x 400/230 В, 50 Гц |
| Потребляемая мощность | 4 кВ.А |
ПРИМЕНЕНИЕ
Сварочная машина предназначена для изготовления пакетов из полиэтилена с максимальной шириной 300 мм. Минимальная длина пакета составляет 100 мм и максимальная длина 600 мм.
ФУНКЦИИ
Пленочный рукав, предназначенный для изготовления пакетов, проходит двумя тянущими цилиндрами в компенсационный бункер, из которого с помощью смещающих цилиндров осуществляется дозировка в сварочный и резательный механизм. Готовые пакеты с помощью выносного конвейера штабелируются на разгрузочном столе. Компенсационный бункер имеет поворотную траверсу с комплектом цилиндров. Изменением положения траверсы выравнивается стопорение пленки в период сварочного цикла. Траверса одновременно работает так танцор, который управляет приводом тянущих цилиндров и тем самым приспосабливает отмоточную скорость к выбранному периоду сварочного цикла. Сдвиг пленки на требуемую длину обеспечивает позиционный и скоростной сервопривод. Сменные сварочные планки нагреваются резисторными нагревательными элементами и их температура регулируется точными регуляторами, размещенными в распределительном щите. Перемещение планок и резательного механизма в рабочее положение обеспечивает асинхронный электромотор. Управление рабочим циклом машины осуществляется посредством компьютера, имеющего контактный экран для ввода необходимых параметров и для изображения данных о проходящем процессе. Машина может работать в ручном или автоматическом режиме.
ПРЕИМУЩЕСТВА
Компьютерное управление процессом сварки, применение преобразователей частоты и сервоусилителей для управления приводами позволяет изготавливать широкий диапазон размеров пакетов. Сервопривод обеспечивает высокую точность длины пакета. Применение асинхронных моторов и управление ими преобразователями частоты дают возможность повысить срок службы машины по сравнению с классическими приводами через механические редукторы. Ввод необходимых параметров посредством командного компьютера повышает эффективность работы и снижает простои при изменении ассортимента производства.
1 ) Изготовитель оставляет за собой право изменения технических параметров
SEKON plast s.r.o., tř. T. Bati 299, 763 02 Zlín, Чешская Республика, Введение, sekon@sekon.cz